Bandsaw Blade Operation Guide
Proper Break-in Procedures & Speed Charts for Optimal Metal Cutting Performance
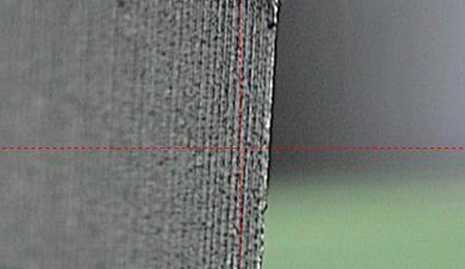
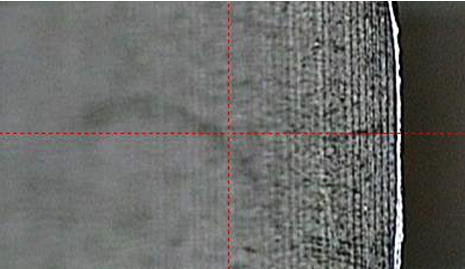
Bandsaw Blade Tooth Condition: Before and After Break-in
Proper bandsaw operation extends blade life
Bandsaw Blades for Metal Cutting
Whether you’re using a metal cutting saw, metal band saw, or chop saw for metal, proper blade selection and break-in procedures are essential for optimal performance. This guide covers both bi-metal bandsaw blades and carbide bandsaw blades for various metal cutting applications.
Bi-metal Blades
Ideal for general purpose metal cutting with excellent flexibility and durability.
Carbide Blades
Superior for hard materials and production metal saw applications.
BREAK-IN PROCESS FOR METAL CUTTING BLADES
BEFORE BREAK-IN
New bandsaw blades have very sharp tooth tips with small burs from manufacturing. These sharp edges need proper conditioning through break-in to prevent premature failure when cutting metal.
AFTER PROPER BREAK-IN
Correct break-in procedure creates a small rounded cutting edge on tooth tips, which significantly extends metal cutting blade life and improves cutting performance.
AFTER IMPROPER BREAK-IN
Incorrect break-in causes severe chipping on tooth tips, dramatically reducing blade saw life and cutting efficiency in metal cutting applications.
HOW TO PERFORM BREAK-IN
For Bi-metal Bandsaw Blades
- Use the recommended band speed for the material you’re cutting
- Reduce the feed rate by 30-40%
- Run the metal cutting blade for 30-60 minutes, slightly increasing feed with each cut
- After break-in, set band speed and feed rate to normal parameters
For Carbide Bandsaw Blades
- For the first cut, set feed and band speed parameters as for a bi-metal blade
- For the second cut, increase band speed while avoiding vibration
- Then increase feed to match band speed while avoiding vibration
- Repeat the process until you reach normal parameter values for a carbide blade
Note: Bandsawing parameters are strongly affected by external factors like machine condition, materials, and cutting fluid. Operator experience is very important for optimal results when using power saw blades.
SPEED CHART FOR BI-METAL BANDSAW BLADES
| Steel Grade | Dimension (mm) | Workpiece Cross-Section Area | ||||||
|---|---|---|---|---|---|---|---|---|
| 100 | 200 | 300 | 400 | 500 | 700 | 1000 | ||
| Carbon Steel/ Low Alloy Steel | Band Speed (m/min) | 50-85 | 50-75 | 45-65 | 40-50 | 35-45 | 30-40 | 25-35 |
| Efficiency (cm²/min) | 45-70 | 50-80 | 45-65 | 35-50 | 35-45 | 25-35 | 20-30 | |
| Cr Alloy Steel/ Cr-Mo Steel/ Ni-Cr-Mo Steel | Band Speed (m/min) | 50-65 | 50-60 | 45-55 | 40-50 | 35-45 | 30-40 | 20-30 |
| Efficiency (cm²/min) | 30-50 | 40-48 | 35-42 | 30-40 | 28-36 | 22-32 | 16-25 | |
| Mold Steel/ Hot-work Steel/ Cold-work Steel/ Tool Steel | Band Speed (m/min) | 24-40 | 24-40 | 22-40 | 20-35 | 20-35 | 18-30 | 16-25 |
| Efficiency (cm²/min) | 8-20 | 16-30 | 14-30 | 12-28 | 12-28 | 10-25 | 8-18 | |
| Stainless Steel | Band Speed (m/min) | 40-50 | 35-45 | 35-40 | 28-35 | 25-32 | 20-28 | 18-25 |
| Efficiency (cm²/min) | 20-30 | 28-35 | 26-32 | 20-30 | 18-25 | 15-22 | 10-18 | |
Important: This chart is for materials with hardness of 20HRc or 225HB. For materials with hardness ~30HRc or 283HB, reduce speed to 70% of recommended values. For hardness ~35HRc or 330HB, reduce to 60%. Bi-metal blades are not recommended for workpiece hardness higher than 40HRc.
SPEED CHART FOR CARBIDE BANDSAW BLADES
| Material Type | Dimension (mm) | Workpiece Cross-Section Area | ||||||
|---|---|---|---|---|---|---|---|---|
| 100 | 200 | 300 | 400 | 500 | 700 | 1000 | ||
| Hard Wood | Band Speed (m/min) | 1200-1500 | 1200-1500 | 1200-1500 | 1200-1500 | 1200-1500 | – | – |
| Efficiency (cm³/min) | 6500-7200 | 1800-2000 | 1800-2000 | 1500-1600 | 1500-1600 | – | – | |
| Aluminum Alloy | Band Speed (m/min) | 1200-1500 | 1500-2000 | 1500-2000 | 2000-2500 | 2000-2500 | 2000-2500 | 2000-2500 |
| Efficiency (cm³/min) | 1000-1200 | 1000-1200 | 1000-1200 | 1400-1800 | 1400-1800 | 1400-1800 | 1400-1800 | |
| Stainless Steel | Band Speed (m/min) | 25-30 | 25-30 | 25-30 | 25-30 | 25-30 | 25-30 | – |
| Efficiency (cm³/min) | 5.0-6.0 | 5.0-6.0 | 5.0-6.0 | 4.5-5.5 | 4.5-5.5 | 4.5-5.5 | – | |
| Case-hardened Steel | Band Speed (m/min) | 40-50 | 40-50 | 35-45 | 35-45 | 35-45 | – | – |
| Efficiency (cm³/min) | 10-15 | 10-15 | 10-15 | 10-15 | 10-15 | – | – | |
| Titanium Alloy | Band Speed (m/min) | 30-45 | 30-45 | 30-40 | 30-40 | 25-35 | 25-30 | 20-25 |
| Efficiency (cm³/min) | 14-18 | 14-18 | 14-18 | 12-16 | 12-16 | 10-14 | 10-14 | |
| Superalloy | Band Speed (m/min) | 25-30 | 25-30 | 20-25 | 20-25 | 20-25 | 20-25 | – |
| Efficiency (cm³/min) | 3.5-8 | 3.5-8 | 3.5-7 | 3.5-7 | 3.5-6 | 3.5-6 | – | |
Popular Bandsaw Brands
Whether you’re using a wood bandsaw for carpentry projects or a heavy-duty grizzly bandsaw for industrial applications, proper blade maintenance is essential. For budget-conscious users, the harbor freight bandsaw offers a cost-effective solution for occasional use.
Many users are searching for wokeli bandsaw for sale options due to their reputation for quality. Before you buy wokeli bandsaw equipment, it’s helpful to check the current wokeli band saw price and look for any wokeli bandsaw sale opportunities. You can find a wokeli bandsaw dealer near you for professional advice and service.
“The wokeli bandsaw blade outperformed my expectations. Lasted twice as long as my previous blades.”
“After reading several wokeli bandsaw reviews, I decided to try their blades. Great value for money.”
“The positive wokeli bandsaw review I read was accurate. These blades handle tough materials with ease.”